Redundancy used to be a requirement. Not anymore.

The semiconductor industry is a model of efficiency—literally. When other industries look at adding smart manufacturing into their operations, they often look to chip manufacturing as a shining example.
After decades of business gyrations, semiconductor companies have figured out how to instill efficiency into every aspect of making chips. This is evident in device scaling. At 90nm, the cost per 100 million gates was about $4, according to International Business Strategies. At 28nm, it was $1.28. And despite some radically new technology, including the introduction of finFETs and multi-patterning, which carried a huge learning curve, IBS predicts it will again close in on that cost at 10/7.
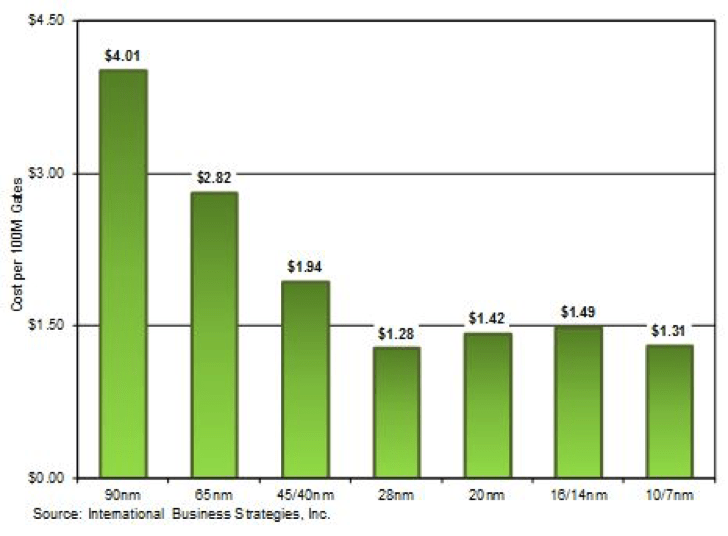
Fig. 1: Gate cost. Source: IBS/SEMI
Every fraction of a penny has been squeezed out of the manufacturing process and the supply chain, which in turn has fostered industry consolidation and generated a lot of legal fees stemming from patent disputes. And there is no end in sight.
Throughout this march toward efficiency, chipmakers always have made sure they have a second source for everything—manufacturing, components, IP, materials. If one company runs into a problem, then another can fill the gap. This hasn’t always worked so well. In the year 2000, double- and triple-ordering of components such as memories, processors and passives created one of the biggest inventory gluts in technology history—about $15 billion, according to the Semiconductor Industry Association. It took nearly three years to work through all of that inventory. Much of it was simply written off as a loss.
By 2008, however, the problem was largely fixed. Surpluses were measured in months in most cases, and while demand plummeted in what has become known as the “Great Recession,” excess inventory remained negligible. The result was a rather quick rebound in sales in 2009. As former SIA President George Scalise said the following year, “A strong focus on inventories throughout the supply chain mitigated the impact of the worldwide economic downturn and positioned the industry for growth as the global economy recovers.”
In the nine years since then, the supply chain has become more efficient. But it also has become more centralized. In 2008, there were fewer memory types and they were being manufactured in multiple countries. Rare earth materials were just becoming essential for semiconductor manufacturing. And IP developed for one foundry’s process technology would generally work on another foundry’s process.
Today only South Korea produces high-bandwidth memory for 2.5D packages, increasing the risk of geopolitical disruption. That country also is the primary source for flat-panel displays. Semiconductor IP, meanwhile, is becoming foundry- and node-specific, which creates a huge burden on IP companies—they have begun to pick which foundries and which processes they will support, leaving chipmakers little choice in the matter. And there has been so much price erosion in rare earths that China now owns the market. It would take a couple years to restart mines in other countries.
What effect the growth of new markets such as automotive electronics, machine learning/AI, IoT/IIoT and medical electronics will have on the supply chain is unknown. At the very least, there will be fewer overall fluctuations in production, because the market cycles for each of these likely will be different. But there also may be even more consolidation as the value of the individual pieces rises.
Efficiency is a good thing, and specialization by company and by country can bolster that efficiency. But too much efficiency can make a supply chain brittle, subject to disruptions caused by extreme weather, earthquakes, business mismanagement or geopolitical events. And as companies continue to squeeze their suppliers, they should recognize that it’s far better to be a model for other industries, with some room for improvement, than a business textbook example of what can go wrong because they did their job entirely too well.

 |
 |
 |
|
 |
 |
 |  |
Leave a Reply